

|
Click on the categories below to view more information.
 Quick Facts
Quick Facts- Anaerobic digestion is a waste management solution that has the potential to provide a source of renewable energy. Anaerobic digestion technology converts animal waste to methane biogas, which can be utilized as a renewable source of energy. The end product is a low odor, high nutrient, stabilized waste which is suitable for land application.
- Anaerobic digestion is a waste management solution that has the potential to provide a source of renewable energy. The end product is a low odor, high nutrient, stabilized waste which is suitable for land application.
- One cow can produce roughly 14,000 BTU per day. It would take the manure from approximately 50 cows to produce enough biogas each day for heating of one home. A 5000 head dairy, which is typical for an animal feeding operation in Colorado, can produce enough energy to heat 240 homes during winter months.
- Another use for animal waste other than conversion to energy is composting for land application. Anaerobic digestion is a good alternative to consider when on-site energy costs are high and there is not a high demand for composted waste material
- Technological advances in the last 10 years have improved the success of on-farm anaerobic digesters, and there are now many companies that specialize in on-farm applications of anaerobic digesters. According to US Environmental Protection Agency (EPA), as of April 2011, there were 167 operating anaerobic digesters for animal waste management.
- Feasibility of anaerobic digester installation in Colorado should be carefully considered. Cattle are often kept on dry lots resulting in a waste high in solids and inorganic material (rocks and sand), which is not optimal for anaerobic digestion. These challenges can be overcome, but there is increased complexity, capital cost, and maintenance requirements for successful installation and operation of an anaerobic digester in an arid climate.
The demand for clean energy, coupled with concern for the management of livestock wastes, has revived an interest in generating methane from livestock manures. The most widely accepted technology currently available for converting organic wastes present in livestock manure is anaerobic digestion (AD). Collection and utilization of methane generated from livestock manure offers the potential to reduce global emissions of methane, reduce CO2 released from fossil fuels, diminish odor from agricultural facilities, and improve water quality. In many cases, anaerobic digestion either decreases on-farm energy costs or increases revenues from energy resale.
Understanding Anaerobic DigestionThe most widely accepted technology currently available for converting organic wastes in livestock manure is anaerobic digestion. Anaerobic digestion is a biological process by which microorganisms convert organic material into biogas. Biogas generated by anaerobic digestion typically contains between 60-70% methane (CH4). The other primary constituent is carbon dioxide (CO2) and small amounts of hydrogen sulfide, ammonia, water and trace organics (hydrocarbons) are also present. Biogas can be utilized to generate electricity or can be refined and supplied to natural gas lines. Collection and utilization of methane generated from livestock manure offers potential to reduce global emissions of methane (a greenhouse gas), replace fossil fuels, reduce CO2 released from fossil fuels, diminish odor from agricultural facilities, and improve water quality. In many cases, anaerobic digestion either decreases on-farm energy costs or increases revenues from energy sales. Installation of an anaerobic digester may result in increased maintenance and is not a good fit for all livestock operations. Care should be taken to ensure that installation of anaerobic digestion technology is appropriate for any livestock operation.
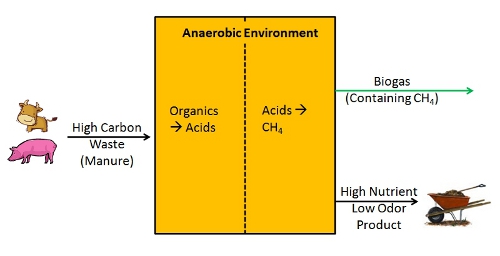
Depication of Anaerobic Digestion Process (Digram by Sybil Sharvelle, Colorado State University)
Anaerobic Digestion ProcessAnaerobic digestion requires that feed material be less than 17% solids by weight. Typically, manure collected on a dry lot has a much higher solids content than 17%. Microorganisms that convert organic materials into methane are very sensitive, requiring a pH near 7 and temperatures, around 95 degrees Farenheit (35 degrees Celcius). For each 20 degrees Farenheit (11 degrees Celcius) decrease, gas production will be cut approximately one half, or will take twice as long. Nearly 50 percent of the biogas generated by anaerobic digestion may be required for maintaining the necessary temperature of the digester. Anaerobic digesters will require more heat input during winter months than summer months, but the rate of methane generation will not change as long as a temperature of 95 degrees Farenheit (35 degrees Celcius) is maintained.
Anaerobic Digestion System ConfigurationAnaerobic digesters are typically large reactors constructed of either concrete or steel. The volume of the reactor depends on the volume of wastes to be processed in the system. With most conventional digesters, which are flow through systems, a holding time of 20 to 30 days is required to convert manure solids into methane. Manure is added either continuously or daily to the anaerobic digester. Biogas may be utilized on- or off-site, serve as fuel for an electricity generator, or be purified and supplied to natural gas lines (see figure below). Through cogeneration, heat produced as a by-product of the generator is captured and utilized to meet digester heating requirements to 95°F (35°C). Cogeneration has been the most common use for methane produced by anaerobic digestion.
Recently, there has been a growing interest in purification of biogas for supply to natural gas lines or conversion to liquid natural gas due to high maintenance requirements for generators, which are typically not designed to be compatible with biogas generated from manure. This requires that all gas components aside from methane are removed, including carbon dioxide, hydrogen sulfide, ammonia, water and trace organics. Of note is that hydrogen sulfide should be removed from biogas for cogeneration due to its corrosive nature. This can be done by passing the biogas through iron particles.
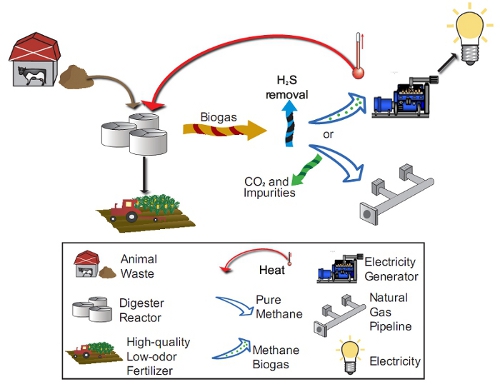
Anaerobic Digester System Configuration
The end product of anaerobic digestion is a slurry. While liquid volume reduction of waste does not occur during the digestion process, 50-60% solids reduction can be expected while nutrients are conserved, adding value to the end product for crop use. An advantage of anaerobic digestion is that nearly 95% of pathogens are killed. In the digester, organics are removed as they are converted to methane, while nutrients (nitrogen and phosphorus) are conserved. The end product is a low odor, high nutrient, stabilized waste suitable for land application.
Uses for Biogas Generated from Anaerobic DigestionConversion to ElectricityBiogas can be directly supplied to a generator and converted into electricity. Electricity can then be used on-site or excess electricity can be sold to a utility. Biogas generated from anaerobic digestion of animal waste contains hydrogen sulfide, which is corrosive to generator parts. Successful generator operation depends on removal of hydrogen sulfide from biogas. This can be done by passing biogas through iron filings prior to introduction to the generator.

A generator for conversion of biogas to electricity at a hog farm (photo by Catherine Keske, Colorado State University)
Purification to Compressed Natural GasBiogas can be purified and compressed to be injected into natural gas lines. This requires an extensive cleanup of the biogas resulting in gas containing 93-99% methane. Carbon dioxide, water, and hydrogen sulfide must be removed from the biogas. Methane can be directly injected into natural gas pipelines (with quality control) or transported to an injection facility.

Natural gas injections tation (Source: Gas Technology Institute)
Conversion of Compressed Natural Gas to Liquid Natural GasAfter biogas is purified to compressed natural gas, it can be converted to liquid natural gas rather than injected into natural gas pipelines. Compressed natural gas is cooled to -260 degrees Fahrenheit and stored as a cryogenic liquid in insulated storage vessels at 50-150 psi. Liquid natural gas can be used to fuel vehicles. It can also be transported offsite to supply liquid natural gas supply stations.
Transportation of compressed natural gas to an injection station (Source: Gas Technology)
Anaerobic Digestion Technical ConsiderationsTechnical FeasibilityAnaerobic digestion is not a good fit for all animal feeding operations. Care should be taken to ensure that anaerobic digestion is feasible at an operation before installation. While typical management practices in the arid west do create challenges for installation of anaerobic digestion technology, there are technologies that can be a good fit. Anaerobic digestion technologies include covered lagoons, plug flow, complete mix, upflow sludge blanket, and fixed film reactors. Guidance is required to select appropriate technologies. After you have determined that anaerobic digestion may be both technically and economically feasible at your facility, you will need to become informed on types of anaerobic digester technologies and which of those may be the best fit at your site. It is recommended that you utilize the AD Feasibility Tool for guidance on selection of an appropriate technology for your facility.
Biogas HandlingMethane in a concentration of 6% to 15% with air is an explosive mixture. Since it is lighter than air, it will collect under rooftops and other enclosed areas. It is relatively odorless, and detection may be difficult. Extreme caution and special safety features are necessary in the digester design and storage tank, especially if the gas is compressed.
Corrosive BiogasThe biogas generated from anaerobic digesters contains highly corrosive hydrogen sulfide. Sulfides must be removed prior to supplying the biogas to a generator. A simple, low cost method for removal of sulfides from biogas is passage through iron particles. Sulfides attach to the solid surfaces and are removed from the gas. The iron particles must be replaced every six to twelve months.
Dry Wastes in the Arid WestIn arid climates, collected animal wastes can have very high solids content. Dairies are typically thought to be a very good fit for installation of anaerobic digestion technology. However, waste management methods applied at dairies located in the arid west differ from other parts of the United States. As a result of water scarcity, water is not often utilized to flush dairy barns as is done in areas where water is plentiful. Instead, manure is often scraped from concrete floors or dry lots. While dairy waste has a solids content of 10-14% as excreted, solids content has been measured as high as 90% on dry lots in Colorado. For wastes containing more than 17% solids, substantial quantities of water may be required for anaerobic digestion. This can add to the cost of operating the digester. In addition, when clean water is added to an anaerobic digester, it will adsorb nutrients and pathogens and become a nuisance. Dilution of waste with water is most practical when there is an available source of wastewater (domestic or food processing) to utilize.
High Inorganic ContentWhen manure is collected from dry lots, the collected waste is often dry with high inorganic content consisting of rocks and soil particles. As noted within the On-Farm Anaerobic Digester Checklist, rocks and soil particles cause major operational problems for anaerobic digesters and must be removed before the waste is processed. This has been one of the most prominent causes for failure in on-farm anaerobic digesters and thus is very important to consider. Sand in bedding can also be a problem for anaerobic digestion if it ends up in the waste material supplied to the system. Removal of rocks, soil, and sand is possible, but typically involves addition of water to the waste and subsequent settling of the particles. Such processes add complexity, capital cost, and additional maintenance for an anaerobic digestion system.
Co-DigestionCombining animal feeding operation wastes with wastewater generated onsite or by nearby facilities such as food processing plants or municipal wastewater treatment plants can be beneficial by both increasing water content and increasing methane production capacity. This is typically referred to as co-digestion and is gaining popularity. The ability to combine manure with other wastes must be carefully evaluated prior to anaerobic digester installation/operation. In particular, it is recommended that wastestreams are not varied seasonally or daily, but rather that a consistent waste is supplied to the anaerobic digester at all times. The microorganisms in an anaerobic digester are very sensitive and when the waste source is changed, it can take a long time, up to three months, for them to adjust and begin producing methane. Therefore, when the wastestream is changed on a daily or seasonal basis, the organisms do not have enough time to recover. If you are considering adding a waste in addition to manure into the anaerobic digester, you need to make sure that the waste will be available on a daily basis throughout the year to add into your system.
Handling of End-ProductsAnaerobic digestion effluent must be handled properly. Anaerobic digester effluent is a slurry, containing 1-15% solids, depending on the solids content of the waste which is input to the system. This effluent is a stabilized product low in pathogens and high in nutrients and is suitable for land application. The processed material containing solids can be applied by a honey wagon, or solids can be separated for land application separate from liquids. When solids are separated, they can be composted and land applied by a manure spreader. Solids separation in combination with composting can result in a lower weight product which can be transported at lower costs compared to a slurry for land application. The weight of the processed slurry material containing liquid and solids (5-15% solids) may be too expensive to transport over large distances. Utilizing the nutrient rich liquid component for irrigation is referred to as fertigation or chemigation and is regulated in most states. When fertigation systems are connected to a freshwater source, appropriate measures must be taken to avoid contamination of the freshwater source such as inclusion of a backflow preventer and shutoff valve. Fertigation systems must adhere to state and local regulations. If land application is not an option, you will need to find another method for anaerobic digester effluent storage or treatment on site.
Energy Generation from Anaerobic DigestionBiogas generated by anaerobic digestion typically contains between 60-70% methane. The predicted energy production for different types of animal wastes is shown in Table 1. To put the energy value of animal waste into perspective, a well-insulated, three-bedroom home takes about 32 kilowatt hours (kWh), or110,000 BTU, per day for heating during cold weather. If 50% of the biogas goes back into maintaining the necessary temperature of the digester, it would take the manure from approximately 21 cows to produce enough biogas to heat an average home. This assumes an efficiency of 65% for a furnace using biogas.
Table 1. Energy value for various animal wastes based on a 1000 lb animal.
| Cattle Type | Volatile Solids (lb/day/animal) | Methane Production (ft3/animal/day) | Energy Value (kWh/animal/day) |
| Dairy Cattle | 8 | 17 | 4.7 |
| Beef Cattle | 6 | 13 | 3.5 |
| Swine | 5 | 18 | 5.0 |
The Steps to estimate energy generation from animal waste at your facility and associated cost savings are outlined below.
Calculate the energy production per day (EPD) in kWh/day

Note: kWh/1,000 lb animal/day is the energy value avaialable in the third column of Table 1.Estimate savings associated with use of biogas for on-site heating.
You will first need to determine the available energy after biogas is utilized for heating the digester (AEB). A conservative estimate is that 50% of the produced biogas will be used to meet the heating requirement:

Determine your on-site natural gas demand (ONGD). OED can be estimated by looking at your utility bill over the last year. Most utilities can provide one year of records upon request.
If AEB is not in excess of ONGD, the following equation can be used to estimate cost savings (assuming 65% efficiency for use of biogas as a fuel):

Note: The cost of energy per day should be in units of dollars per kWh. Gas bills often report energy in BTU. There are 3412 BTU in 1kWh.
If the EPD is in excess of the on-site natural gas demand, then ONGD should be used in place of EPD:
Note: The cost of energy per day should be in units of dollars per kWh.
If you will be installing a generator for on-site use of electricity and/or selling the electricity to a utility, you will need to determine your on-site electricity demand (OED). OED can be estimated by looking at your utility bill over the last year. Most utilities can provide one year of records upon request. Energy in excess of the OED can be sold to the utility if the local utility is amenable to purchasing the electricity. You will need to research this possibility if you are interested in selling generated energy to the utility (see discussion on net metering in Step3: Determine Economic Feasibility).
Determine electricity available (EA) from the generator kWh/day (assuming and efficiency of 35% for use of biogas in a generator):

Estimate savings from on-site use of energy. If the EA is lower than OED, than only EA, rather than the total OED, should be used for calculation of cost savings.
Note: The cost of energy per day should be in units of dollars per kWh.If the EA exceeds OED, then some energy may be sold to the utility and you must determine the price they are willing to pay (P) in dollars per kWh. P is the wholesale rate of electricity, not the retail you are charged from the utility to purchase electricity. In Colorado, P is often 0.01-0.03 dollars per kWh (1-3 cents per kWh), but can be as high as 0.10 dollars per kWh (10 cents per kWh) in other states. You can then estimate revenue from electricity sales (RE):
Guidance for Anaerobic Digestion Technology SelectionMany companies specialize in installation of anaerobic digesters. Some of these companies are new, and others have been around for more than 30 years. Recent technological improvements in anaerobic digesters have made them more successful on-farm, however anaerobic digestion is still a buyer-beware market. Technology providers often offer one anaerobic digestion technology, and it is important for you to know if a given technology is a good fit for your site or not. Educating yourself about anaerobic digester technologies and their fit to your facility before contacting technology providers is a valuable exercise.
Table 2. Recommended Waste Solids Content for Anaerobic Digestion Technologies.| Technology | Recommended Waste Solids Content |
| Plug Flow | 11-17% |
| Complete Mix | 5-10% |
| Upflow Sludge Blanket | 1-5% |
| Covered Lagoon | <3% |
| Fixed Film | <1% |
It is recommended that you utilize the AD Feasibility Tool for guidance on selection of an appropriate technology for your facility.
Several different technologies are available for anaerobic digestion including; covered lagoons, plug flow, complete mix, upflow sludge blanket, and fixed film reactors. Technology selection is highly dependent on solids content (Table 2). Of note is that swine waste is generally in the form of a slurry (<15% solids) and thus amenable to conventional anaerobic digester technology while cattle waste collected from dry lots can be very high in solids content (>50%). Dairy manure collected on concrete (by scraping) generally has a total solids content between 10-16%, while flushed manure can have a solids content less than 3%, but can vary substantially depending on the amount of water used for flushing manure. You can use the online decision support tool for additional guidance on technology selection based on your current waste management method(s).
Covered LagoonsCovered lagoons are considered the cheapest and simplest anaerobic digestion technology available. Anaerobic digestion and subsequent production of methane takes place naturally in lagoons which contain animal wastewater. A synthetic cover, typically high density plastics or rubber is used to trap and store the biogas. Covered lagoons are difficult to heat and they are only recommended in warm climates where freezing temperatures are rarely observed. Often times too little methane is generated by covered lagoons during cold winter months to justify installation of biogas capture and use equipment. Covered lagoons have the lowest operations and maintenance of the technologies described here, but also have the lowest energy yields. Covered lagoons can have a low capital cost, but are greatly affected by economics of scale and are not practical for very small operations. You should consider installing a covered lagoon if complaints of odor or greenhouse gas reduction are the major factors driving interest in AD technology. Carbon credits can be obtained through reduction in methane release from the lagoon compared to an uncovered lagoon, but the carbon market is volatile. Installing a covered lagoon can also add complexity to the required cleaning and maintenance of existing lagoons due to issues with removing covers. Covered lagoons have low volatile solids destruction rate compared to other technologies, meaning that there will be a larger amount of solid end product to handle when this technology is applied compared to others.
Plug FlowPlug flow digesters are a low tech anaerobic digestion technology for treatment of high solids content waste. The thick, high solids content waste travels down the digester in a "plug," as a continuous mass. Plug flow digesters can be a good fit with the high solids content waste generated by animal feeding operations int eh arid west. Some of the biggest advantage of plug flow digesters are that they have low probability of upset, low maintenance, and require lower energy input compared to other types of digesters. Plug flow digesters are the most trusted and tested digester on teh market, with roughly 55% of all digester implementations containing either a plug flow or modified plug flow design. Plug flow systems require a larger foot print than other digesters and can have issues with consistent gas production. Given the simple nature of plug flow AD systems, most on-farm installations can be monitored and maintained by a committed staff.
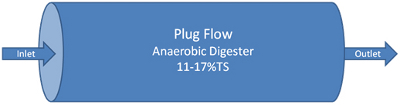
Plug Flow Anaerobic Digestor
(figures developed by Lucas Loetscher, Colorado State University)
Complete MixAlso known as continuously stirred tank reactors (CSTR), complete mix AD reactors are large, often cylindrical, tanks which have a mechanism to keep the reactor completely stirred. The stirring mechanism can be injected biogas, or a motorized paddle. Mixing produces an ideal environment for anaerobic microorganisms by spreading the nutrients evenly throughout the reactor, while sumultaneously helping to dampen shock loads of toxins which may enter the system since influent is instantaneously diluted through mixing. Complete mix reactors operate best when solids content is between 5-10%. Because solids content of waste produced at most intermountain west cattle feeding operations is higher than 5-10%, complete mix reactors are often not a good fit unless an external source of water or wastewater is readily available. Complete mix reactors may also have problems with inorganic materials such as rocks and sand which can clog the system hindering mixing capacity. Sometimes, methane bubbles result in flotation of solid particles to the top of the system resulting in performance issues. Complete mixed AD systems can often times require higher maintenance compared to plug flow systems due to moving parts and pumping requirements. Complete Mix AD systems produce a comparitively large amount of biogas per volume of reactor ocmpared to other technologies. Given the relative reliability of complete mixed reactors, it is possible to monitor and maintain operations without expert technicians, however it is strongly advised to have expert help during initial start-up.
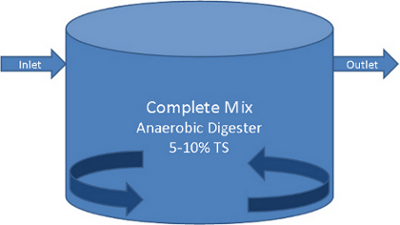
Complete Mix Anaerobic Digestor
(figures developed by Lucas Loetscher, Colorado State University)
Upflow Sludge BlanketUpflow sludge blanket reactors are similar in design to a complete mix reacctor, except that there is no integrated mechanism for homogenizing the waste. Instead, settling of solids is encouraged so that a sludge blanket is formed, maintaining biomass within the system, thus reducing the required holding time. THese reactors are highly efficient and have been successfully up-scaled to the commercial scale. Sludge blankets are considered an emerging technology and are still in development phases. In general, waste generated at intermoutnain west animal feeding operations is too high in solids for application of an upflow sludge blanket reactor. Upflow sludge blanket systems are capable of producing very large amounts of methane biogas per volume of reactor compared to other technologies. They also have a very low retention time requirement, resulting in decreased foot-print. However, whent reating manure they can have longer start-up times, often taking six to eight months to form a proper sludge blanket. This is critical when considering the variability of manure streams and that a single upset event could shut down operations for the better part of a year. Given the sensitive nature of bacterial cultueral it is important that an upflow digester be properly monitored by technical experts.
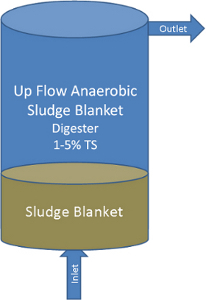
Upflow Sludge Blanket Anaerobic Digestor
(figures developed by Lucas Loetscher, Colorado State University)
Fixed Film DigestersIn a fixed film digester, baccteria colonize a provided support structure within the reactor. This support structure is a high surface area material suitable for colinization, such as PVC pipe or shredded plastic. Fixed film reactors have successfully been implemented with low solids content (<3%) dairy manure wastewaters in Florida, but are not liekly to be a good fit with wastes produced in teh arid west unless a large quantity of wastewater is available from a nearby source. Fixed films digesters have low retention times (comparable to the upflow sludge blanket system) while also having the capacity to generate large amount of methan biogas. Fixed film digesters do not require solids removal as all excess bacteria is passed through the system and have lower startup times than upflow sludge blanket or complete mix reactors. Capital cost for fixed film systems can be offset with grants and other funding mechanisms, however costs remain higher than other technologies. The oeprational complexity of fixed film digesters can often lead to potential variations in gas production or improper substrate removal rates and it is recommended that these systems are monitored by technical experts.
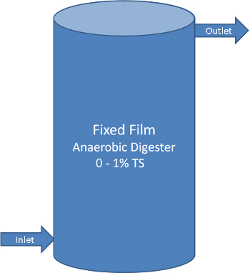
Fixed Film Anaerobic Digestor
(figures developed by Lucas Loetscher, Colorado State University)
References- Environmental Protection Agency, Agstar Program "Farmware v 3.4", USEPA December 2010. LINK
- Massachusetts Technology Collaborative, "Mass Natural fertilizer Co. INC Feasibility Study of Anaerobic Digestions of industrial organic waste using dry fermentation technology", (Brendle Group & MTC) , January 2010. PDF
- Wilkie, A.C. (2003). Anaerobic digestion of flushed dairy manure. In: Proceedings - Anaerobic Digester Technology Applications in Animal Agriculture - A National Summit, p.350-354. Water Environment Federation, Alexandria, Virginia, 2003.
- John H. Martin Ph.D, Eastern Research Group, Inc. "An Assessment of the Performance of the Colorado LLC Anaerobic Digestion and Biogas Utilization System" ,U.S. Environmental Protection Agency, March 2003 LINK
- Dennis A. Burke, "Dairy Waste Anaerobic Digestion Handbook", Environmental Energy Company, June 2001 LINK
- Zhiyou Wen & Shulin Chen, "Development of a sequential continuous stirred tank reactor system for anaerobic digestion of liquid diary manure" American Society of Agricultural and Biological Engineers (ASABE), July 2006. LINK
- Carl Nelson & John Lamb, "Haubenschil Farm Anaerobic Digester Final Review", The Minnesota project, August 2002.
- Sybil Sharvelle & Luke Loetscher, "Technology Review for Aurora Organic Platteville Dairy", Department of Civil and Environmental Engineering Colorado State University, September 2008.
- John H. Martin Ph. D, "An Evaluation of a Mesophilic modified Plug Flow Anaerobic Digester for Dairy Cattle Manure", US Environmental protection Agency, July 2005
- J.H Martin & P.E. Wright & S.F inglis & K.F. Roos " Evaluation of the Performance of a 550 Cow Plug-Flow Anaerobic Digester under Steady State Conditions", American society of Agricultural Engineers (ASAE), October 2003 LINK
- J.H. Martin & K.F Roos, "Comparison of the performance of a conventional and a modified plug-Flow Digester for Scraped Dairy Manure", U.S. Environmental Protection Agency, Washington, DC. September 2007. PDF
- E.V. Ramasamy & S. Gajalakshmi & R. Sanjeevi & M.N. Jithesh & S.A. Abbasi, "Feasibility studies on the treatment of dairy wastewaters with upflow anaerobic sludge blanket reactors" Centre for Pollution Control and Energy Technology, Pondicherry University, Kalapet, Pondicherry, 2004 LINK
- Manufacture Data Gained from Call to "Andigen" (Case study concerning Jer-Lindy system) (01/20/11) {435.770.3766 ph}
- G. Srinivasan & R. Subramaniam & V. Nehru kumar "A Study on Dairy Wastewater Using Fixed-Film Fixed Bed Anaerobic Diphasic Digester" Department of Civil and Structural Engineering, Annamalai University, Annamalai Nagar 2009 PDF
- Ann C. Willkie Ph.D, "Anaerobic Digestion of Dairy Manure: Design and process Considerations", Soil and Water Science Department University of Florida,
- US Department of Energy, "Argonne National Laboratory (2010)Well-to-Wheels Analysis of Landfill Gas-Based Pathways and Their Addition to the GREET Model" ANL/ESD/10-3 PDF
- Gas Technology Institute (2009) Pipeline Quality Biomethane: North American Guidance Document for Introduction of Dairy Waste DerivedBiomethane into Existing Natural Gas Networks: PDF
For questions or more information, contact Dr. Sybil Sharvelle at Sybil.Sharvelle@Colostate.edu